

XK500H數控月牙槽銑床
一、機床介紹
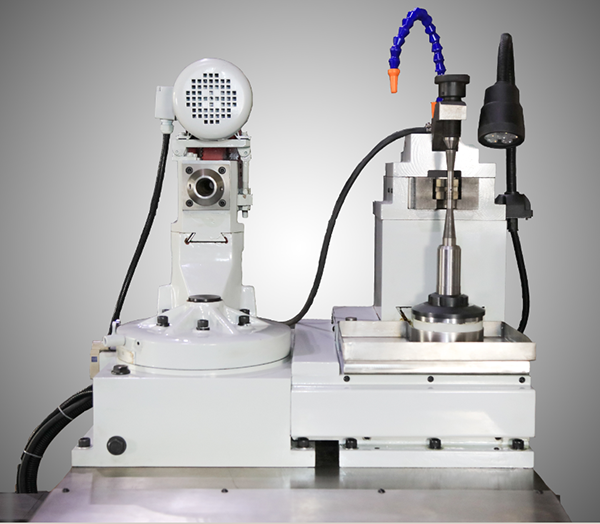
XK500H型螺紋鋼軋輥月牙槽數控加工組合機床是用于加工螺紋鋼軋輥“月牙槽 ”的專(zhuān)用加工機床。床身、床鞍、銑頭、頭架、尾座和其他傳動(dòng)部件,全部按數控機床的要求的精度制作或選配,控制系統采用西門(mén)子數控系統,控制上更加穩定,提高了機床的性能。使切削大規格螺紋軋輥“月牙槽”的效率顯著(zhù)提高,同時(shí)也增強了切削碳化鎢輥環(huán)的性能。
該專(zhuān)用機床適合加工直徑小于500mm,長(cháng)度小于2500mm的軋輥,可加工的螺紋“月牙槽”規格為5~50mm,能自動(dòng)切削不同規格、不同旋向的“月牙槽”,能在軋輥周向任意等分(或不等分)的分度或空格;可在軋輥任意位置上自動(dòng)刻制產(chǎn)品規格、等級、商標等標記。還可以按用戶(hù)要求對非標準軋輥的進(jìn)行任意槽型、文字、標記加工。達到功能突出、一機多用的目的。
二、機床主要特點(diǎn)
1,技術(shù)參數
|
項目 |
XK500H |
備注 |
|
|
1 |
可加工項目 |
各種肋槽、標記 |
|
|
2 |
可工件材質(zhì) |
鑄鐵輥、高速鋼軋輥、復合輥、碳化鎢輥環(huán)等 |
|
|
3 |
適用螺紋規格mm |
Φ5~Φ50 |
|
|
4 |
工件最大直徑mm |
Φ500 |
|
|
5 |
工件最小直徑mm |
Φ100 |
|
|
6 |
工件最大長(cháng)度mm |
2500 |
|
|
7 |
切削方式 |
飛刀+擺頭切削 |
|
|
8 |
編程方式 |
自動(dòng)編程 |
|
|
9 |
頭架主軸錐孔 |
莫氏5# |
|
|
10 |
頭架主軸用卡盤(pán)mm |
Φ400四爪 |
|
|
11 |
旋飛主軸驅動(dòng) |
11Nm |
|
|
12 |
頭架主軸驅動(dòng) |
11Nm |
|
|
13 |
橫向電機驅動(dòng) |
6Nm |
|
|
14 |
縱向電機驅動(dòng) |
11Nm |
|
|
15 |
雕銑頭主軸驅動(dòng) |
2840RPM /1.1KW |
|
|
16 |
尾座主軸錐孔 |
莫氏6# |
|
|
17 |
最小設定量mm /° |
0.001 |
|
|
18 |
系統控制軸數 |
4軸(X、Y、Z、A) |
|
|
19 |
電氣箱空調 W |
500 |
|
|
20 |
冷卻泵電機功率W |
90 |
|
|
21 |
自動(dòng)潤滑泵功率W |
150 |
|
|
22 |
機床總重量 kg |
5900 |
|
|
23 |
機床外形尺寸 |
4500×1600×1500 |
|
|
24 |
數控配置 |
西門(mén)子808D數控系統。 |
|
2、機床由四個(gè)伺服電機和四個(gè)伺服驅動(dòng)器的全自動(dòng)加工機床(專(zhuān)利號ZL201720076022.5)。等同于目前由五個(gè)伺服控制的機床,提高了機床的加工精度及生產(chǎn)效率,可以大大降低工人的勞動(dòng)強度,讓用戶(hù)享受全自動(dòng)機床所帶來(lái)的性能。
3、機床按軋輥重型機床設計,床身采用三條平行導軌,導軌面采用超音頻淬火,精度保持性好,抗震性好。
4、機床縱橫向均采用高剛性滾珠絲桿螺母副傳動(dòng),可實(shí)現軋輥一次對刀,多孔型自動(dòng)定位連續加工

5、采用高性能的數控系統,可實(shí)現自動(dòng)編程,自動(dòng)實(shí)現不同孔型,不同旋向的,任意螺旋升角的加工及雕刻標記。可自動(dòng)做任意等分分度,任意跳槽,自動(dòng)刻制廠(chǎng)標、規格代號等標識。
6、機床克服同類(lèi)產(chǎn)品床頭箱蝸輪與主軸配合有間歇,影響加工質(zhì)量缺點(diǎn)。采用了錐面接觸,保證加工是始終無(wú)間歇狀態(tài),提高產(chǎn)品的使用壽命。
7、床頭箱主軸軸承采用油池潤換,在同類(lèi)產(chǎn)品中屬于首創(chuàng ),保證軸承潤滑的同時(shí),也減少因為軸承的熱變形導致的主軸傳動(dòng)不穩定的問(wèn)題,提高切削效率的同時(shí)也提高了機床的穩定性。
8、機床尾座采用了重型機床使用的止退裝置,保證了機床切削過(guò)程中,尾座不會(huì )有任何位移。也保證了機床的正常使用。
9、機床主要精度項目:
主軸軸向竄動(dòng) ≤ 0.01mm
主軸錐孔的徑向跳動(dòng) 靠近主軸端 ≤ 0.005mm
300mm處 ≤ 0.02mm
溜板移動(dòng)對主軸軸線(xiàn)的平行度
在垂直面內 0.02/300(只許向上偏)
在水平面內 0.015/200(只許向前偏)
溜板移動(dòng)對尾座套筒軸線(xiàn)的平行度
在垂直面內 0.015/300(只許向上偏)
在水平面內 0.015/200(只許向前偏)
主軸與尾座兩頂尖的等高度 0.02~0.06(只許尾座高)
橫肋銑刻精度
橫肋深度 0.01mm
刻字深度 0.01mm
橫肋表面粗糙度 Ra3.2
縱、橫向移動(dòng)最小單位 0.001mm


- 售后服務(wù)
- 銷(xiāo)售熱線(xiàn) 139-1243-6252
- 返回頂部

恒控—專(zhuān)業(yè)從事數控軋輥加工類(lèi)機床
版權所有:南通恒控機械有限公司
蘇ICP備20021419號 網(wǎng)站建設:中企動(dòng)力 南通
南通恒控機械有限公司
地 址:南通市港閘區秦灶街道橋東村五組
聯(lián)系人:楊勇建 13912436252
易峰 13962977985
電 話(huà):0513-81066680
E-mail:nthkjx@126.com

掃一掃進(jìn)入手機網(wǎng)站